
1、设计中应对所有焊缝明确质量等级和检测方法,并应按《钢结构焊接规范》6.1.1条进行焊接工艺评定。
2、焊缝质量等级对应《钢结构焊接规范》5.1.5条。


3、检测方法有外观检测(8.2.3条)、磁粉检测(8.2.7条)、渗透检测(8.2.8条)、超声波检测(8.2.6条)、射线检测(8.2.7条),各种方法的适用特点、要求不同,选用时要注意。
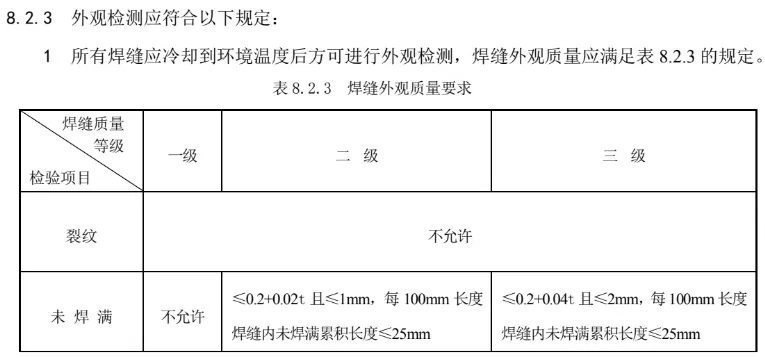
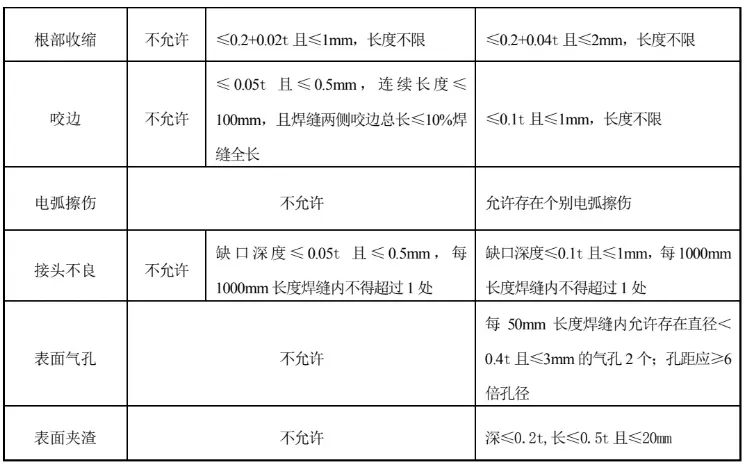
外观检测:
磁粉检测、渗透检测:
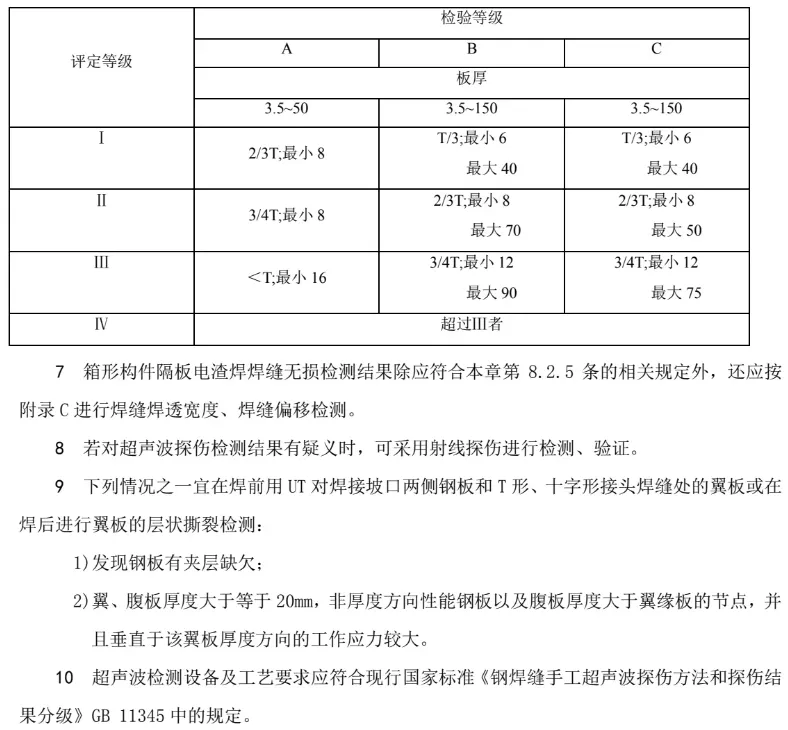
超声波检测:

射线检测:
4、焊缝应进行100%的外观检查,且应满足《钢结构焊接规范》中表8.2.3的规定。
5、根据一、二、三级要求,按《钢结构焊接规范》8.2.5条的数量要求进行无损检测:一级焊缝应进行100%的检测、二级焊缝抽检比例不应小于20%。
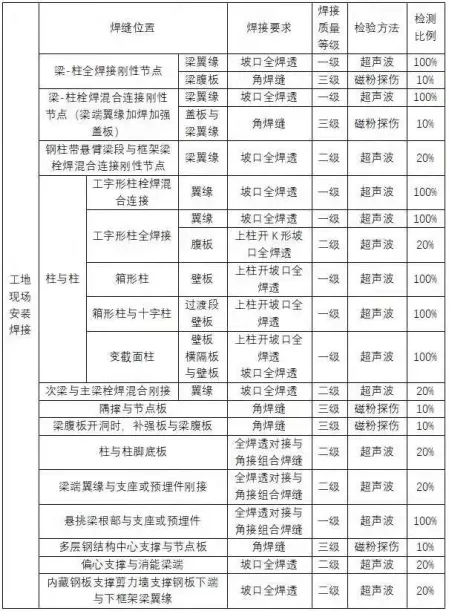
6、宜对工厂焊接、工地焊接的方式,区别设定等级及检验方法。
7、常遇焊缝焊接质量等级及其检测要求见下表。
表1 工厂焊接要求
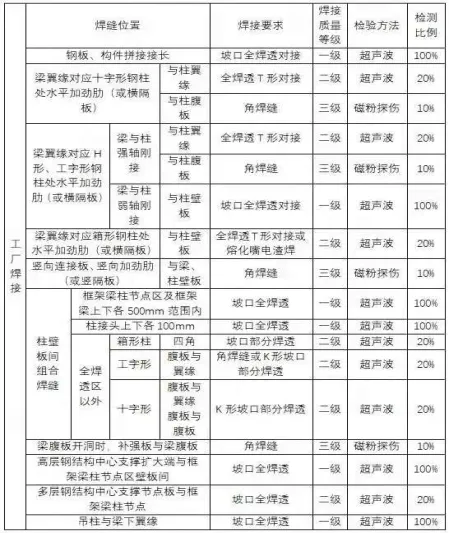
表2 工地现场安装拼接
THE END
感谢您的来访,收藏本站可更快地获取精彩文章!
文章版权声明
1本网站名称:乐建土木 本站永久域名:letm.top
2本站部分内容源于网络和用户投稿,仅供学习与研究使用,请下载后于24小时内彻底删除所有相关信息,如有侵权,请联系站长进行删除处理。
3用户评论和发布内容,并不代表本站赞同其观点和对其真实性负责。
4本站禁止以任何方式发布或转载任何违法的相关信息。
5资源大多存储在云盘,如发现链接失效,请联系我们替换更新。
6本站中广告与用户付费(赞助)等均用以网站日常开销,为非盈利性质的站点,不参与商业行为,纯属个人兴趣爱好。


评论0