一、材料选型核心法则
模具设计的底层代码=材料特性×成型工艺”
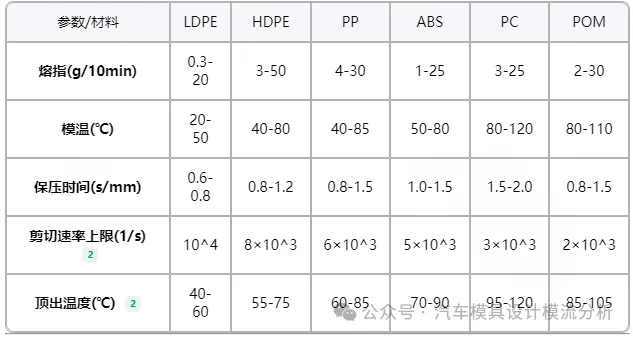
本文系统拆解 6大工程塑料家族 性能图谱,直击选型痛点(文末附材料参数对照表)
二、六大塑料性能矩阵全解析
| 塑料类型 | 性能优势 | 致命缺陷 | 模具设计要点 | 典型应用场景 |
| LDPE | 柔韧性好、 耐化学腐蚀 | 机械强度低、 热变形仅70℃ | 浇口避开应力区、 排气槽深度≤0.03mm | 包装薄膜/软管 |
| HDPE | 抗冲击强、 抗环境应力开裂 | 收缩率2-5%、 易加工翘曲 | 水路非对称布局(厚区密度+40%)、 顶出系统加强筋位补强 | 化工储罐/汽车油箱 |
| PP | 耐高温120℃、食品级认证 | 低温脆化、 结晶差异明显 | 动/定模温差±5℃、
拔模斜度≥3° 、 推板SKD61材质(硬度HRC52↑) |
医疗器械/食品容器 |
| ABS | 冲击强度高、 表面光泽度优 | 熔接痕敏感、 粘度波动±20% | 多浇口平衡布局、 镜面抛光方向与料流一致(Ra≤0.01μm) | 电子产品外壳/汽车内饰 |
| PC | 透光率90%↑、 耐冲击TOP级 | 流动性差、 水解风险高 | 模温波动≤±1℃ | 光学镜片/防弹玻璃 |
| POM | 自润滑极佳、 尺寸稳定性强 | 甲醛味浓烈、 各向收缩差异大 | 真空排气(残压≤5kPa)、 浇口电解抛光(Ra0.2→0.08) | 齿轮/精密传动部件 |
三、模具设计致命禁区与破解方案
LDPE/HDPE
▌核心痛点:
- 收缩率差异导致应力集中(典型值1.5-5%)
- 熔体强度低引发流动畸变
🔧 模具设计秘籍:
① 强制脱模斜度≥2°,薄壁区域设置凸台补强
② 冷却水路非对称布局(厚区水路密度提升40%)
③ 浇口采用扇形设计(扩展角15-30°)
PP
▌典型缺陷:
- 低温冲击脆断(-20℃断裂伸长率<5%)
- 熔接痕强度衰减达基材30%
🛠 破局之道:
① 动/定模温差控制±5℃以内
② 浇口开设在制品几何中心(距离R角>3t)
③ 顶出系统加装耐磨镀层(硬度HRC58+)
ABS
▌翻车重灾区:
- 熔接线处色差明显(VL<85)
- 高光表面出现浮纤(GF含量>30%时频发)
🔫 终极对策:
① 采用热流道时序阀控制(延迟开启<0.3s)
② 镜面抛光模腔(Ra≤0.01μm)
③ 模温梯度控制在±3℃/100mm
PC
▌高压雷区:
- 内应力引发银纹(剪切速率>5000 1/s)
- 冷流道逆流导致黑斑
高阶方案:
① 过胶圈采用钛合金材质(导热系数5.8W/m·K)
② 浇口套锥度精确设计(1°30’±10’)
③ 模温控制模块配备PID模糊算法(波动≤±1℃)
POM
▌行业痛点:
- 困气导致烧焦(析出甲醛浓度>0.1ppm)
- 结晶收缩不均引发尺寸超差
🚀 创新工艺:
① 真空辅助排气(气压≤5kPa)
② 采用铜铍合金镶件(热导率105W/m·K)
③ 浇注系统电解抛光(表面粗糙度Ra0.8→0.2)
四、黄金参数速查表
五、战略决策框架
“材料选型≠简单参数比对,而是对供应链弹性/工艺可行性/生命周期成本的综合博弈!”
最优解三要素:
① 经济性:PC材料成本是ABS的3-4倍,但寿命周期延长8-10倍
② 可制造性:POM顶出斜度需比理论值放大20%
③ 环境合规:欧盟REACH法规对PC中BPA含量限定<0.1%
感谢您的来访,收藏本站可更快地获取精彩文章!
1本网站名称:乐建土木 本站永久域名:letm.top
2本站部分内容源于网络和用户投稿,仅供学习与研究使用,请下载后于24小时内彻底删除所有相关信息,如有侵权,请联系站长进行删除处理。
3用户评论和发布内容,并不代表本站赞同其观点和对其真实性负责。
4本站禁止以任何方式发布或转载任何违法的相关信息。
5资源大多存储在云盘,如发现链接失效,请联系我们替换更新。
6本站中广告与用户付费(赞助)等均用以网站日常开销,为非盈利性质的站点,不参与商业行为,纯属个人兴趣爱好。


评论0